Everyone expects a certain amount of wear in an older machine, and I was expecting all sorts of issues with my Mellor Lathe, but in most areas have been pleasantly surprised.
The tailstock has a 2 morse taper fitting, is smooth in operation and ejects tooling without the need for a tang, which is an unexpected bonus.
The headstock spindle is also a 2 morse taper, however requires that the tool is inserted much deeper than for the tailstock, as such it is fine with a dead centre for use with the face plate, but will not accept my 2 morse taper ER25 collet holder I bought from Axminster as the taper on the collet holder is not long enough – not the end of the world, but something I will have to be aware of for the future.

I intend to thread the rear end of my hexagonal Stevenson’s ER32 collet block (£31.24 for both a hexagonal and a square block) to become an ER32 collet chuck, as this will allow much longer pieces to be held as they will be able to pass through the headstock, and is so much cheaper than actually buying an ER32 chuck (about £50.00) and then sorting out a back plate (an additional £18.00 for an un-machined one) or re-machining a Myford ER25 chuck from Chronos (£40.80).

The saddle has perfectly acceptable backlash on the double reduction gear drive to rack and pinion mechanism.
The compound slide is also very acceptable.
The cross slide however has definitely seen some use as one can move the carriage by a couple of mm by hand without the use of the wheel.
After taking the assembly apart the issue has been traced to a worn cross slide nut. The lead screw is worn, but not excessively so and is still within useable parameters.

After posing the question on the Model Engineering forums about the best way forwards, several suggestions came back, one of which was an article posted by Evan Williams on the Home Shop Machinist forum that I had actually read a number of months previously but had forgotten all about, which was to make a new one out of delrin and heat mould it to the threads.

This is probably the approach that I will try first as it does not damage the existing nut in any way – I still have the option of modifying that later should I choose to do so.
To that end I have modelled the replacement nut in sketchup and bought a 300mm piece of 36mm delrin round bar (£5.99 + free P&P) from ebay seller diamondengineeringsupplies for the job.
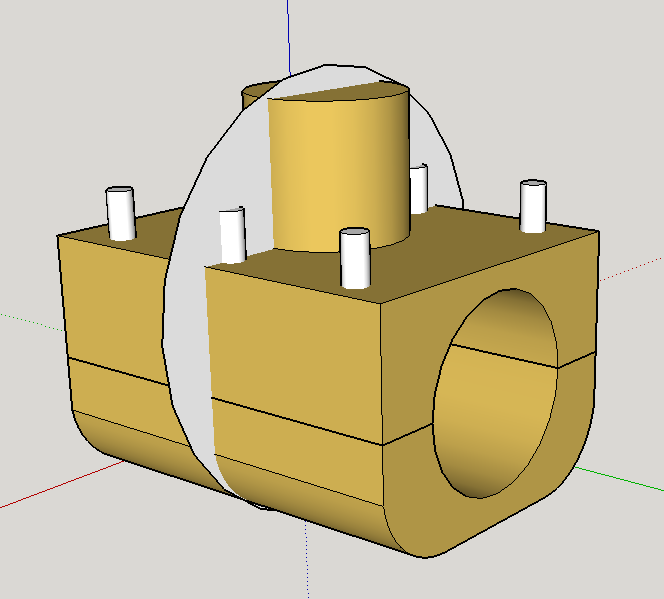
The white circle denotes the diameter of the delrin rod that I will be using, the dowels represent screws that I will be using to help hold the item together after melting it onto the threads, these will ultimately be flush with the top surface.
I will most likely machine it to size/shape after I have melted the threads to shape and the two halves together to avoid the screw being off centre or in any way “skew” as a result of melting the threads into shape.
I may also make the replacement nut slightly longer than the original for additional accuracy/strength.
For such a small lathe it is quite unusual in that it has a power feed for both sliding and surfacing, neither of which use the main lead screw – that is only used for threading.
The power feed at 0.008″ per revolution is via a keyed drive shaft that runs along the rear of the lathe, the carriage engages the rack via a double reduction gear and engages on the power feed via a dog clutch mechanism using a lever to the right of the saddle.
The power cross feed at 0.003″ per revolution is engaged by tightening a butterfly nut against a gear that normally spins on the rear of the cross slide screw.
The 1/4″-20TPI BSF thread on the rear of the cross slide screw was pretty beaten up and did not even want the butterfly nut to engage on it.
This was soon sorted with a small half round file, then cleaned up with carb cleaner and finally chased down the rest of the thread with the butterfly nut (I am still searching for a decent set of BSF taps and dies).
The other end of the screw is 7/16″-20TPI UNF thread, again this needed cleaning and chasing down with a a nut (again no UNF taps/dies at present – yet another item on the wish list).
The Zeus tables combined with a decent set of thread pitch gauges and some calipers are a great help with regards identifying unknown threads.